




















25FT 2.5 มม. หนาขึ้นขั้วโลกเหล็กชุบสังกะสีแบบจุ่มร้อนมาตรฐาน NEA ของฟิลิปปินส์
เสาเหล็กชุบสังกะสี
,เสาส่งเหล็ก
25FT 2.5 มม. หนาขึ้นขั้วโลกเหล็กชุบสังกะสีแบบจุ่มร้อนมาตรฐาน NEA ของฟิลิปปินส์
ลักษณะ
1. เส้นผ่าศูนย์กลางด้านบน: 120 มม
2. ก้นเส้นผ่านศูนย์กลาง: 152 มม
3.Thickness: 2.50mm
4. วัสดุ: เหล็กโลหะผสมต่ำ, ความแข็งแรงผลผลิตไม่น้อยกว่า 345mpa (GB / T1591-2008 มาตรฐาน)
C ≤0.20, Mn ≤1.70, Si ≤0.50, P≤0.50, S≤0.0345
5. เครื่องหมาย: แผ่น Nane ผ่าน rivert หรือกาว, แกะสลัก, นูนตามความต้องการของลูกค้า
6. การเชื่อม: เรามีการทดสอบข้อบกพร่องในอดีตการเชื่อมคู่ภายในและภายนอกทำให้การเชื่อมนั้นสวยงามในรูปร่าง
มาตรฐานการเชื่อม: AWS (American Welding Society) D 1.1
การเจาะ: 100%
สเปคของเสา NEA
| การกระจายเสาเหล็กของการไฟฟ้าแห่งชาติฟิลิปปินส์ | ||||||
| ความสูง (FT) | ความหนา (mm) | ก้น Dia (มม.) | Dia สูงสุด (มม.) | ความเครียดผลผลิต (mpa) | การเคลือบสังกะสี (ไมครอน) | ออกแบบโหลด (กก.) |
| 25 | 2.5 | 152 | 120 | 345 | 85 | 300 |
| 30 | 3.0 | 226 | 127 | 345 | 85 | 500 |
| 35 | 3.0 | 248 | 127 | 345 | 85 | 500 |
| 40 | 3.0 | 317 | 127 | 345 | 85 | 500 |
| 45 | 3.0 | 317 | 127 | 345 | 85 | 500 |

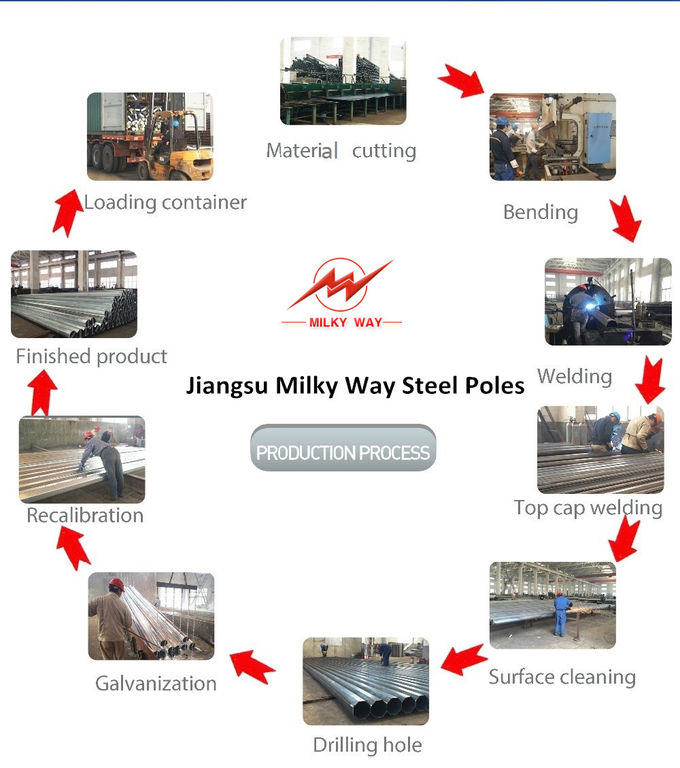
ขบวนของเรา
วัตถุดิบ
เมื่อซื้อวัตถุดิบ (แผ่นเหล็ก) ต้องแนบเอกสารรับรองโรงงานจากโรงงานโรงสี เมื่อวัตถุดิบมาถึงคลังสินค้าแผนกคุณภาพจะต้องทำการทดสอบการยืดตัวและการวิเคราะห์องค์ประกอบทางเคมีเพื่อให้แน่ใจว่าวัตถุดิบมีคุณสมบัติตรงตามมาตรฐานทั้งหมดที่จำเป็นก่อนการผลิต
การตัดพลาสม่า
การตัดวัตถุดิบที่มีคุณสมบัติตรงตามมาตรฐานที่กำหนดไว้ในความยาวและความกว้างที่แตกต่างกัน การตัดด้วยเลเซอร์ CNC ใช้สำหรับควบคุมวัสดุหรือลำแสงเลเซอร์ที่สร้างขึ้น เลเซอร์เชิงพาณิชย์ทั่วไปสำหรับวัสดุตัดจะเกี่ยวข้องกับระบบควบคุมการเคลื่อนไหวเพื่อติดตาม CNC หรือ G-code ของรูปแบบที่จะตัดลงบนวัสดุ ลำแสงเลเซอร์ที่พุ่งออกมานั้นจะถูกพุ่งไปที่วัสดุซึ่งจะหลอมละลายเผาไหม้ระเหยออกไปหรือถูกเป่าด้วยไอพ่นของก๊าซทำให้เกิดขอบที่ผิวสำเร็จคุณภาพสูง
การปั้น
การขึ้นรูปแผ่นเหล็กตัดเป็นรูปร่าง (รูปทรงกลมหรือรูปหลายเหลี่ยมหรือรูปทรงอื่น ๆ ) ตามที่ระบุไว้ในภาพวาด การประดิษฐ์นี้เกี่ยวข้องกับการขึ้นรูปอุปกรณ์และโดยเฉพาะอย่างยิ่งกับอุปกรณ์หรือเครื่องจักรสำหรับการดัดส่วนหรือแถบสต็อกโลหะตามยาวตามแนวโค้งไปยังรูปร่างโค้งที่ต้องการ
การเชื่อมโลหะ
หลังจากปั้นแล้วให้เชื่อมแผ่นเหล็กเข้าด้วยกัน มักจะเป็นรอยเชื่อมตามยาว มัน adopts การควบคุม ACinverter ด้วยฟังก์ชั่นของการทำงานที่มั่นคงและความเร็วในการเดินทางที่รวดเร็ว; กลไกการอาร์คติดตามแนวตะเข็บเป็นระบบสามแกนเพื่อรับประกันการจัดตำแหน่งโดยไม่ผิดเพี้ยน เฟรมหลักและเครื่องเชื่อมเป็นการควบคุมแบบรวมพร้อมระบบกู้คืนอัตโนมัติและใช้งานง่ายมีประสิทธิภาพสูง
การชุบสังกะสี
เสาทั้งหมดภายในและภายนอกจะต้องชุบสังกะสีแบบจุ่มร้อนตามข้อกำหนดที่ระบุไว้ในรูปวาดหรือข้อกำหนดที่เกี่ยวข้อง
มาตรฐานการชุบสังกะสี: IS2629-1985, BS729-1971
การติดตั้ง
1. ลบอุปกรณ์ทั้งหมดบนเสาในระหว่างการชุมนุม
2. ล้อมรอบสลิงรอบเพลา epole ของแต่ละส่วน
3. แก้ไขสลิงที่ส่วนบนให้เป็นหนึ่งรอกรอก
4. สลิงในส่วนด้านล่างได้รับการแก้ไขอย่างแน่นหนาและจับจ้องที่ศูนย์กลางของแรงโน้มถ่วง
5. ทำให้เสาเหล็กในแนวตั้งโดยกระชับสลิงของส่วนด้านบน
6 แก้ไขเสาเหล็ก
7. ถอดสลิงออก


